A Guide to the Automation Body of Knowledge Notes
I want to learn more about automation engineering. As a mechanical engineering major, I think one my biggest weaknesses is the understanding of the electrical/software components of machines, which is why I want to learn more about it.
References
- A Guide to the Automation Body of Knowledge; 2nd Edition; Vernon L. Trevathan
Preface
This book is intended to be read and studied both by automation professionals and by those who want to learn about automation - not just used for looking up facts and figures. However, it contains so much technical information you may also find it useful as a reference.
- This book emerged form the work to develop ISA's Certified Automation Professional (CAP) program. However, its value is much broader than just as a helpful text for CAP.
- The term
automation
includes all topics that have traditionally been identified using names such as instrumentation, instruments and control, process control, process automation, control systems, automaton and control, manufacturing control, manufacturing automation, and system integration. Automation professionals are the practitioners responsible for the direction, design, and deployment of systems and equipment for manufacturing and control systems. - This book is intended to serve as a technical summary of automation knowledge for those who need a comprehensive perspective on automation in their job.
Process Instrumentation
Good control requires measurements that are accurate, reliable, responsive, and maintainable. These factors are influenced by the choice of principle used for the measurement, the detailed specifications and features of the instrument selected and specified, how well the instrument and its installation is maintained, and particularly the installation details.
The vast majority of physical measurements in processes are of the big four:
- flow
- pressure
- level
- temperature
Much of the focus in this topic is on compact transmitters
- devices that combine the sensor and communicating electronics in one package.
Measurement Concepts
- Accuracy is the ratio of the error to the full-scale output, generally expressed as a percentage of span.
- Repeatability is how well an instrument gives the same output or the same input when the input is applied in the same way over a short period. It is also often expressed as the error as a percent of span.
- Linearity often applies to measurements that are supposed to be linear. It is also a percent of span of the deviation of the measurement versus actual value from a straight line
- Response speed is defined as the length of time required for the measure value to rise within a certain percentage of its final value as a result of a step change in the actual value. The first order time constant is of most interest in the performance of a control loop.
- Other response characteristics like hysteresis, dead band, and stiction are primarily related to mechanical equipment, such as control valves, and do not normally apply to electronic transmitters.
- Mechanical instruments can generally be adjusted for span and zero.
- Span error is how well the full scale output of the instrument matches a full span change in the actual variable, usually expressed as a percent of span.
- Zero error is the output of the instrument for a measurement that is at the low end of the span, usually expressed as a percent of span. A zero error causes a constant offset for any measurement.
- The turndown ratio is the ratio of maximum to minimum measurable value.
Pressure
Transmitters for measuring the pressure of a liquid or gas are very common in process and utility applications, since they are used both for actual pressure and also frequently used in the measurement of level and flow. Pressure is generally measured in pounds per square inch or in inches of water column. The pressure measurement can be designed to measure the amount of pressure above atmospheric pressure (gauge pressure), the amount of pressure above or below atmospheric pressure (compound range
)m and the absolute pressure. At sea level, pressure is 4.7 psi, varying 0.5 psi per 1,000 feet elevation.
Pressure measurements can also be either simple pressures (i.e., a single input port) or differential pressure (i.e. two input ports). The ideal gas law says that pV/T is a constant where p is the pressure, V is the volume, and T is the absolute temperature. Pressure, then, is highly dependent on temperature and volume.
Most pressure measurements today measure pressure by sensing the deflection of a diaphragm. The sensing device for that deflection is a strain gauge or other technique and is often on a secondary diaphragm for temperature and shock protection. The diaphragm that contacts the process fluid must be of a material that will withstand the temperature and corrosive effects of the process. Since the diaphragms are thin, they will have little tolerance for corrosion. Diaphragms are available in stainless steel, a variety of alloys, and ceramic.

Span and zero calibration is a major issue with analog pressure transmitters. Digital pressure transmitters tend to be much more accurate and stable than all analog transmitters.
Level
Level measurements of liquids or solids are used extensively in all types of bulk manufacturing and storage facilities plus many utilities. The level measurement may be for accurate inventory, to determine the contents in a vessel where reactions are taking place, or just be to keep the tank from overflowing or from going empty. The location of the surface may be measured directly for solid or liquids. For liquids, level can be inferred from pressure at the bottom of the tank.
Direct Level Measurement
- Float: use float to determine a liquid level
- Ultrasonic and Radar (Microwave): These measurements work by sending a pulsed wave signal from the top of the tank that hits the surface and reflects back to the instrument. The distance to the surface is then determined by transmission time.
- Capacitance: a metal probe is located vertically in the tank and electrically isolated from the tank. The probe and the walls of the tank for a capacitor that has a value that depends o the amount of material in the tank and the medium between the probe and the wall. Capacitance increases with material.
- Radioactive: A radioactive source is located on one side and outside the tank, and the radiation detector (Geiger counter) or series of detectors, is placed on the other side. The amount of radiation reaching the detector(s) is dependent on the amount of material in the tank.
Inferring Level from Head Measurement
- Displacer: A displacer is a vertical body that is heavier than the flow being measured. When placed so it is partially submerged, an upward force is generated that is based on the difference between the weight of the displacer and the amount of liquid displaced.
- Bubbler
- Differential Pressure Transmitter: The most common method of determining the level of a liquid is by measuring the pressure or head at some point in the tank below zero level. Since this method is often used in closed tanks, it is necessary to also measure the pressure in the vapor space at the top of the tank and subtract the difference. A differential pressure (dP) transmitter is ideal for this application.
Level Switches
Since high and low levels are so important in tanks, level switches are often used instead of continuous measurement. Several types are available, such as a rotating paddle wheel for solids and a tuning fork for either liquids or solids.
- In the paddle wheel type, the paddle is rotated by an electric motor through a clutch. When the paddle becomes covered with material, the paddle stalls and triggers a microswitch.
- In the tuning fork type, the vibrating fork is driven to its resonant frequency in air by a piezoelectric crystal. When immersed in liquid, the resonant frequency will shift approximately 10-20%.
These level switches are lower cost and more accurate and reliable than a continuous level measurement.
Flow
Flow is laminar or turbulent, depending on the flow rate and viscosity. This can be predicted by calculating the Reynolds number, which is the ratio of inertial forces to viscous forces:
Reynolds numbers less than 2000 indicate laminar flow and above 4000 indicate turbulent flow. Some velocity meters require values above 20,000 to be absolutely certain that the flow is truly turbulent. Most liquid flows are turbulent while highly viscous flows like polymers or very flow rates are laminar.
Flow measurements can be of the average velocity, velocity at one point, volume of material flowing, or the mass of material. Velocity measurements in particular require that the flow stream velocity be relatively consistent across the diameter of the pipe.
Fittings, valves - anything other than the straight, open pipe upstream of the sensor - will cause velocity variations across the diameter of the pipe. To achieve uniform flow, different types of flowmeters require straight pipe runs upstream and downstream of the measurement. These run requirements are expressed as a certain number of straight, open pipe diameters. Flow measurements can be grouped into four categories:
- Inferential Methods
- Velocity Methods
- Mass Methods
- Volumetric Methods
Inferential Methods
Placing an obstruction in the flow path causes the velocity to increase and the pressure to drop. The difference between this pressure and the pressure in the pipe can be used to measure the flow rate of most liquids, gases, and vapors, including steam. In turbulent flow, the differential pressure is proportional to the square of flow rate. An orifice plate is the most common type of obstruction.
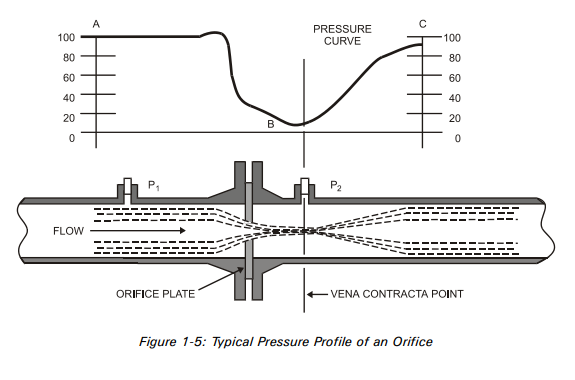
Orifice plate flow measurements are relatively cheap to purchase but have relatively high installation costs. They have high operating costs because they create a fairly large unrecoverable pressure loss.
Velocity Methods
- Magnetic Flowmeters: depend on the principle that motion between a conductor (flowing fluid) and a magnetic field develops a voltage in the conductor that is proportional to the velocity of the fluid. Coils outside the pipe generate a pulsed DC magnetic field. The material to be measure flows through the meter tube, which is lined with a non-conductive material such as Teflon, polyurethane, or rubber. Measuring electrodes protrude through the liner contact the fluid and sense the generated voltage. The flowing fluid must be conductive.

- Vortex Shedding Flowmeters: Vortex shedding flowmeters measure the frequency of vortices shed from a blunt obstruction, called a
bluff body
placed in the pipe. As the flow divides to go around the bluff body, vortices are created on each side of the stream. The rate of vortex creation is proportional to the stream velocity.

- Turbine Meters: Turbine meters use a multi-bladed rotor supported by bearings in the pipe, The flowing fluid drives the rotor at a speed that is proportional to the fluid velocity. Movement by the motor blades is sensed by a magnetic pickup outside the pipe and the number of blade tips passing the pickup is counted to get rotor speed.

- Ultrasonic Flowmeters: Send sound wares through the flowing stream. They can measure either the Doppler shift as ultrasonic waves are bounced against particles in the flow stream, or the time differential of ultrasonic waves with the flow stream compared against the flow stream.
Mass Methods
Mass flowmeters measure actual mass flow. Only one meter type commonly measures liquid mass directly: the Coriolis meter.
In addition to having high accuracy and a true mass flow measurement, Coriolis meters have no upstream and downstream straight run requirements, are independent of fluid properties, are low maintenance, and have a turndown ratio of as much as one hundred.
- Positive Displacement Meters: this type of meter separates the flow stream into known volumes and by vanes, gears, pistons, or diaphragms, and then counts the segmented volumes.
Temperature
Unlike other big 4 measurements, in many temperature applications the temperature is separate from the transmitter.
- Thermocouples: most popular type of sensor. Based on the principle that two wires made of dissimilar materials connected at either end will generate a potential between the two ends that is a function of the materials and temperature difference between the two ends.

- Resistive Temperature Detectors: RTDs are made of a metal wire or fiber or of semiconductor material that responds to temperature change by changing its resistance. RTDs are generally more accurate than thermocouples, but are less rugged and cannot be used at high temperatures.
Smart Instruments
- A
smart
instrument is one that is microprocessor-based, may be programmed, has memory, can be communicated with from a remote location, and is capable of reporting faults or performing calculations and self-diagnosis.
Analytical Instrumentation
Process analytical instruments are a unique category of process control instruments. They are a special class of sensors that enable the control engineer to control and/or monitor process and product characteristics in significantly more complex and varying ways than traditional physical sensors - such as pressure, temperature and flow - allow.
Most process analyzers are providing real-time information to the control scheme that many years ago would have been the type of feedback the production process would have received from a plant's quality assurance laboratory.
Large savings are usually achieved through improved process control. Process analyzer selection is best accomplished through a multidisciplinary team. Most process analyzer specialists attribute 50% to 80% of process analyzer failures to sample conditioning issues. Maintenance is the backbone of any analyzer project. Most common uses of process analysis results:
- Closed Loop Control
- Open Loop Control
- Process Monitoring
- Product Quality Monitoring
- Environmental Monitoring
- Safety Monitoring
Continuous Control
Continuous control refers to a form of automatic process control in which the information - both from sensing elements and to actuating devices - can have any value between the minimum and maximum limits. This is in contrast to discrete control, where the information normally is in one of two states, such as on-off, open-closed, run-stop, etc.
Continuous control is organized into feedback control loops, as shown below. In addition to a controlled process, each control loop consists of a sensing device that measures the value of a controlled variable, a controller that contains a control logic plus provisions for human interface, and an actuating device that manipulates the rate of addition or removal of mass or energy or some other property that can affect the controlled variable.

Continuous process control is used quite extensively in industries where the product is in a continuous, usually fluid, steam. Continuous control can also be found in processes in which the final product is produced in batches, strips, slabs, or as a web in, for example, the pharmaceutical, pulp and paper, steel and textile industries.
The central device in a control loop, the controller, may be built as a stand-alone device or may exist as shared components in a digital system, such as distributed control system (DCS) or programmable logic controller (PLC).
Process control systems, plus the related functions of measurements and alarms, are represented using special symbols in piping and instrument diagrams
(P&IDs). A P&ID shows the outline of the process units and connecting piping as well as a standard symbolic representation of the instrumentation and control (I&C) systems.

ISA-5.1-1984 (R1992) - Instrumentation Symbols and Identification defines the symbols used to represent various types of instrumentation devices, the type of communication between devices, and the nomenclature for device identification.
Characteristics of almost all processes:
- Industrial processes are non-linear; they will exhibit different responses at different operating points
- Industrial processes are subject to random disturbances, due to fluctuations in feedstock, environmental effects, and changes or malfunctions of equipment
- Most processes contain some amount of dead time; a control action will not produce immediate feedback of its effect
- Many processes are interacting, a change in one controller's output may affect other process variables besides the intended one
- Most process measurements contain some amount of noise
- Most processes are unique; processes using apparently identical equipment may have individual idiosyncrasies
The principle of feedback control is that, if a controlled variable deviates from its desired value (set-point), corrective action moves a manipulated variable (the controller output) in a direction that causes the controlled variable to return toward setpoint. Most feedback control loops in industrial processes utilize a proportional-integral-derivative (PID) control algorithm.
The most common form of the PIC algorithm is the control form:

represents the controller output, represents the error (difference between the set point and controlled variable). Both and are in percent span. The symbols (controller gain), (integral time), and (derivative time) represent tuning parameters that must be adjusted for each application.
The terms in the algorithm represent the proportional, integral, and derivative contributions to the output. The proportional mode is responsible for most of the correction. The integral mode assures that, in the long-term, there will be no derivation between the setpoint and controlled variable. The derivative mode may be used for improved response of the control loop. In practice, integral modes are almost always used; the derivative mode is often omitted.
There are other forms of the PID algorithm that are used in different industries:
- the interactive form was the predominant form for analog controllers and is used by some vendors today
- the parallel form uses independent gains on each mode. This form has traditionally been used in the power generation industry and in such applications such as robotics, flight control, motion control, etc.
- Time proportional control refers to a form of control in which the PIC controller output consists of a series of periodic pulses whose duration is varied to relate to the normal continuous output
It is desirable to provide a means for process operator intervention in a control loop in event of abnormal circumstances, such as a sensor failure or a major process upset. Controllers may be either direct acting (DA) or reverse acting (RA). If a controller is direct acting, an increase in the controlled variable will cause the controller output to increase. If the controller is reverse acting, an increase in the controlled variable will cause the output to decrease.
Adjusting the parameters , , and so the response of the controller matches the requirements of a particular process is called tuning the controller
. There are no hard and fast rules as to the performance requirements for tuning. These are largely established by the particular process application.
One widely used response criterion is the loop should exhibit quarter-amplitude decay following a setpoint change.

Control Valves
A control valve is a power-actuated devices that modifies the fluid flow rate in a process control system. The valve is connected to an actuator mechanism that is capable of changing the position of the valve's closure member in response to a signal from the controlling system.
Control valves have two basic styles: linear and rotary motion. The valve stem of linear motion valves moves linearly up and down. The valve shaft of rotary motion valves rotates without any linear motion. A globe valve is a typical linear motion valve; ball valves and butterfly valves are both rotary motion valves. Linear motion valves are commonly used for more sever duty, with the rotary motion valves generally used in moderate to light duty service in sizes above 2-inch.
A control valve is a pressure vessel and must meet and industry code such as ASME/ANSI B16.24 - 1996 - Valves Flanges, Threaded, and Welding End. This code provides calculations for minimum wall thickness, along with temperature/pressure ratings for 40 different body materials. Valves have pressure ratings indicating their allowed working pressures at various temperatures.
Choosing the appropriate valve for a particular application is a multistep process. The initial and most important consideration is determining the required flow capacity by calculating the valve sizing coefficient, :
where is the flow rate, is the fluid's specific gravity, and is the pressure drop across the valve. Control valves create a pressure drop in the flow steam to modify the flow rate. A reduced flow area is developed by the position of the closure member relative to the seat or cage port. The flowing fluid loses pressure and accelerates as it passes through the reduced flow area. The point of highest fluid velocity and lowest pressure is called the vena contracta.

A control valve actuator will precisely position the closure member in response to the control signal. There are three major groups of actuators: pneumatic, electric, and hydraulic. The most common is the pneumatic actuator. Pneumatic actuator's main advantage is lower cost than the other styles, together with low friction and low dead band.
Analog Communications
The earliest process control instruments were mechanical devices in which the sensor was directly coupled to the control mechanism, which in turn was directly coupled to the control valve. Usually, a dial indicator was provided so the technician could read the process variable value. These devices are still being used today and are called self-actuating controllers
or often just regulators
.
Control System Documentation
The documentation to define modern control systems has evolved over the past 50 years. Its purpose is to impart, efficiently and clearly, to a knowledgeable viewer enough information so that the result is an operating plant producing the desired product.

Descriptions and typical sketches are included for the following:
- Process Flow Diagrams (PFD)
- A Process Flow Diagram defines a process schematically. PFDs are most valuable for continuous process chemical plants. PFD shows what and how much of each product a plant might make; descriptions and quantities of the raw material necessary; by-products produced; critical process conditions - pressures, temperatures, and flows; necessary equipment, and major process piping.

- Piping and Instrumentation Diagrams (P&ID)
- The acronym P&ID is widely understood within the process industries to mean the principal document and used to define the process - the equipment, piping, and all A&C components.

- Loop Numbering
- Letter designations and tag numbers identify all A&C components. All devices in a loop have the same tag number but different letter designations.
- Instrument Lists
- The Instrument List (or instrument index) is an alphanumeric listing of all tag-marked components. Each tag mark will reference the relevant drawings and documents for that device.
- Specification Forms
- The A&C group defines the tag-marked devices so suppliers may quote and supply the correct device. A specification form (or data sheet) is filled out for each device.
- Logic Diagrams
- Continuous process control is shown clearly on P&IDs. Different presentations are needed for on/off control. Logic diagrams ate one form of these presentations.
- Location Plans (Instrumentation Location Drawings)
- Logic Plans show the location and elevation of control components on plan drawings of a plant.

- Installation Details
- Installation details define the requirements to correctly install the tag-marked devices. The Installation Details show process corrections, pneumatic tubing or conduit connections, insulation and winiterizing requirements, and support methods.

- Loop Diagrams
- A loop diagram is a
schematic representation of a complete hydraulic, electric, magnetic, or pneumatic circuit.
The circuit is called the loop.
- A loop diagram is a

- Standards and Regulations
- Federal, state, and local laws establish mandatory requirements: codes, laws, regulations, requirements, etc. The FSA issues Good Manufacturing Practices. The National Fire Protection Association (NFPA) issues standard 70, the National Electric Code (NEC). The United States government manages about 50,000 mandatory standards.
- Consensus Standards include recommended practices, standards, and other documents developed by professional societies and industry organizations.
- Operating Instructions
- Operating instructions are necessary to operate a complex plant. They range from a few pages describing how to operate one part of a plant to a complete set of books covering the operation of all parts of a facility.
Discrete Input & Output Devices and General Manufacturing Measurements
The first real separation of control and actuation came with the increasing use of the electromechanical relays, especially in the automotive industry. Actuation technologies in common use today include the following:
- Fluid Power Devices
- Pneumatic Cylinders, Rotary Actuators, and Air Motors
- Hydraulic Cylinders and Motors
- Electric Motors
- DC Motors
- AC Synchronous Motors and Variable Frequency Drives
- Servo Motors
- Stepper Motors
The choice of an actuation technology is typically dictates by the characteristics of each technology and how those characteristics match the needs and circumstances of an application.
A limit switch is a switch placed to sense when a mechanism has reached the end, or limit, or its travel.
Discrete and Sequencing Control
- Discrete Control: On/off control. One of the two output values is equal to zero.
- Sequential Control: A class of industrial process control functions in which the objective of the control systems is to sequence the process units though a series of discrete states.
One of the principal means used by industry to achieve or execute discrete and sequential control methodologies is the programmable logic controller (PLC). A PLC is defined as:
Digitally operating electronic system, designed for use in an industrial environment, which uses a programmable memory for the internal storage of user-oriented instructions for implementing specific functions such as logic, sequencing, timing, counting and arithmetic to control, through digital or analog inputs and outputs, various types of machines and processes. Both the PLC and its associated peripherals are designed so that they can be easily integrated into an industrial control system and easily used in all their intended functions.
PLC (Programmable Logic Controller) - A controller, usually with multiple inputs and outputs, that contains an alterable program.
PLCs are high-speed control computers. Typical features of a PLC are:
- a high speed CPU
- flexible I/O systems with specialized cards for handling motion control
- a separate human machine interface
PLCs were traditionally programmed using relay ladder logic. Ladder logic is a powerful language for handling electrical motor control, but though it replaces traditional hardwired control, it can be considered a low-level programming language.
The PLC offers a very flexible programming environment. However, it still does not offer all the built-in functionality of a distributed control system (DCS) in terms of sharing process information through tags and tracking data quality.
Sequential Function Chart (SFC) is a graphical language for depicting the sequential behavior of a control system. It is used to define control sequences that are time and event-driven.
Motor and Drive Control
The electronic drive is the device that controls the motor. There are two basic circuits in any direct current (DC) motor: the armature (device that rotates) and the field (stationary part with windings). The two components magnetically interact with one another to produce rotation of the armature. Both the armature and the field are two separate circuits and are physically next to each other, in order to promote magnetic interaction.
The armature () has an integral part, called a commutator
. The commutator acts as an electrical switch, always changing polarity of the magnetic flux to ensure there is a repelling
force taking place. The armature rotates as a result of the repelling
motion created by the magnetic flux of the armature, in opposition to the magnetic flux created by the field winding (). The physical connection of voltage to the armature is done through brushes
. Brushes are made of a carbon material that is in contact with the armature's commutator plates. The brushes are typically spring loaded to provide constant pressure of the brush with the commutator plates.
The speed of a DC motor is a direct result of armature voltage applied.

Motor Enclosure Types:
- DPFG - this type of enclosure is self-ventilated and has no external means of cooling.
- TENV - this type of enclosure has no external cooling, but uses an internal fan to circulate the air within the motor.
- TEFC - this type of enclosure has an externally mounted fan on the commutator and end shaft.
There is more to this textbook, but this is all I have interest in reading right now.
Comments
You can read more about how comments are sorted in this blog post.
User Comments
There are currently no comments for this article.